无气喷涂与传统有气喷涂不同,因为它并不使用压缩空气来雾化油漆。在无气喷涂中,油漆从容器中抽出——通常是制造商的原始漆罐,有时是大桶,再通过一输送管路送至无气喷枪。
无气喷涂:是指油漆在高压状态下,通过一个精确设计的小孔或小口来进行涂装。当油漆离开喷枪,进入大气,它会迅速扩散。高压和碰到大气迅速扩散的特点,可使油漆分散极好,形成非常均匀的喷涂形状。空气在这里并不用来雾化油漆,因而我们称这种施工方式为“无气喷涂”。
在无气喷涂设备中,泵和喷枪之间的材料处于高压的状态;它不像压力加料有气喷涂,无气喷涂的材料在材料容器中并不处于高压状态。因而,材料可通过泵,直接从原来的容器中抽出。
无气喷涂的优点包括:
• 提高了生产率(施工更快)。对于大多数类型的油漆来说,无气喷涂比任何其它手工操作油漆施工方法都要快。
• 由于油漆容器不存在压力,因而可用泵直接从制造商的容器中抽吸油漆。
• 空气不用作雾化,极大减少了过喷情况的发生。可能会出现一定程度的油漆“退出”,但这种情况可通过压力控制予以减少。
• 将气体后泄减至最少。
• 可产生均匀的厚涂层,减少了所需的涂层数目。

• 可施工非常“湿”的涂料,确保良好的附着力和流出
•大多数涂料能在加入很少稀释剂的情况下进行喷涂。溶剂少了涂料品牌网,涂料干燥更快捷,对环境的伤害也更少。
• 对于凹坑、裂缝、凹进去的区域和很难够到的区域(如:角落),无气喷涂的涂料渗透性更好。
• 喷枪处的单管连接使它更易操作。
无气喷涂施工

技术良好的无气喷涂技术有很多地方与有气喷涂相似,除了:
• 喷枪距离工件表面更远
• 涂层更厚,需要较少的交迭喷路
• 扳动喷枪时,行动更主动
• 喷枪离工件的距离应为350-450毫米 (14-18英寸)。距离可随着油漆涂布能力、喷涂表面类型和所期望喷涂形状的不同而改变。同时,在喷涂时,喷枪应与表面接近垂直。

• 操作工应努力争取获得200-300毫米 (8-12英寸)的扇面宽度(喷涂形状的宽度)。这可产生一个良好的 湿的喷涂形状。如果喷枪与表面不垂直,且离表面的距离不到350毫米 (14英寸),应使用扇面角度较窄的喷嘴,以获得正确的扇面宽度。
• 流挂或薄涂层可由拙劣的操作工技术引起,但更多的则是因为选用了不正确的喷嘴尺寸而导致。同时,需记住的是,随着喷嘴的磨损,扇面角度变窄,涂层会变得更湿。通常情况下,在最多喷涂380-520公升(100-150加仑)涂料后,即应更换喷嘴。
• 在扳动喷枪前,在工件以外处移动喷枪;在喷涂形状离开工件后,再释放扳机(如可能的话)。在喷涂的每一道中,应以恒速移动喷枪。
• 如想获得更宽的喷涂形状,可在离工件更远的地方操持喷枪,或使用扇面角度更宽的喷嘴。但是,这样会导致涂层较薄,为获得同样的涂层厚度,同时应使用更大的喷嘴和/或以更慢的速度移动喷枪。
• 对于较厚的涂料,每一道喷涂都应以较慢的速度进行,或在离工件更近的地方操持喷枪。但是涂料施工,这样会导致更窄的喷涂形状;为保持同样的形状宽度,必须改用具有更大扇面角度的喷嘴。另外,可使用较大的喷嘴,获取较厚的涂层。

• 当喷涂关键区域的复杂形状或物体时,计算出喷枪移动的最佳组合涂料施工,从而在没有出现过多堆积或流挂的情况下,获得良好的涂布。
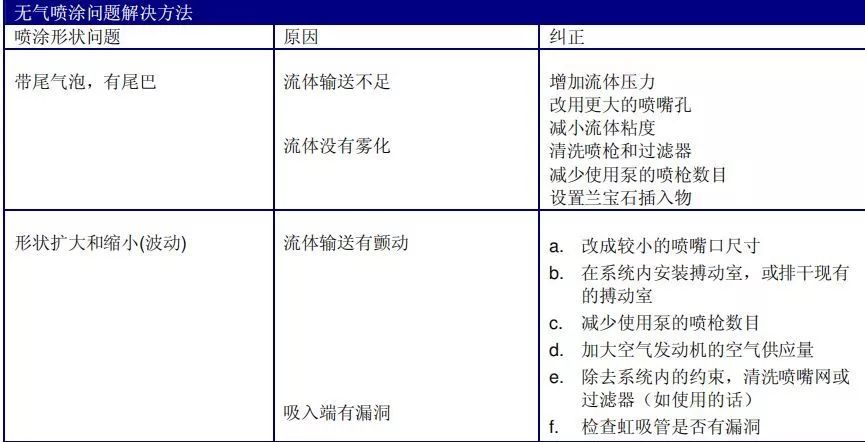
下表描述了可用来纠正施工缺陷的一些解决方法。
END


 微信扫一扫打赏
微信扫一扫打赏