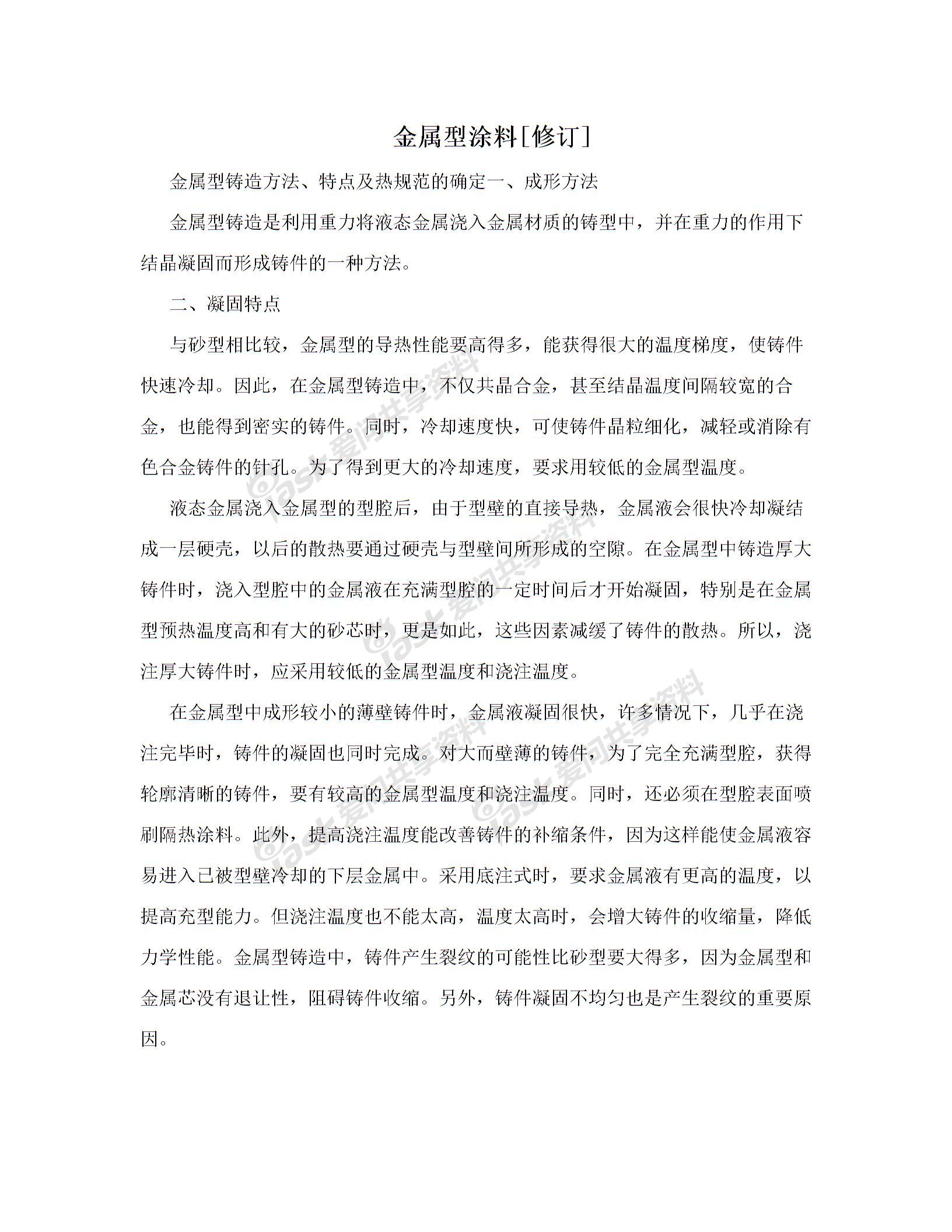
金属型涂料[修订]金属型铸造方法特点及热规范编程规范下载建设厅规范下载仕学规范下载编程规范下载ABS规范下载的确定一成形方法金属型铸造是利用重力将液态金属浇入金属材质的铸型中并在重力的作用下结晶凝固而形成铸件的一种方法二凝固特点与砂型相比较金属型的导热性能要高得多能获得很大的温度梯度使铸件快速冷却因此在金属型铸造中不仅共晶合金甚至结晶温度间隔较宽的合金也能得到密实的铸件同时冷却速度快可使铸件晶粒细化减轻或消除有色合金铸件的针孔为了得到更大的冷却速度要求用较低的金属型温度液态金属浇入金属型的型腔后由于型壁的直接导热金属液会很快冷却凝结成一层硬壳以后的散热要通过硬壳与型壁间所形成的空隙在金属型中铸造厚大铸件时浇入型腔中的金属液在充满型腔的一定时间后才开始凝固特别是在金属型预热温度高和有大的砂芯时更是如此这些因素减缓了铸件的散热所以浇注厚大铸件时应采用较低的金属型温度和浇注温度在金属型中成形较小的薄壁铸件时金属液凝固很快许多情况下几乎在浇注完毕时铸件的凝固也同时完成对大而壁薄的铸件为了完全充满型腔获得轮廓清晰的铸件要有较高的金属型温度和浇注温度同时还必须在型腔表关于同志近三年现实表现材料材料类招标技术评分表图表与交易pdf视力表打印pdf用图表说话 pdf面喷刷隔热涂料此外提高浇注温度能改善铸件的补缩条件因为这样能使金属液容易进入已被型壁冷却的下层金属中采用底注式时要求金属液有更高的温度以提高充型能力但浇注温度也不能太高温度太高时会增大铸件的收缩量降低力学性能金属型铸造中铸件产生裂纹的可能性比砂型要大得多因为金属型和金属芯没有退让
![金属型涂料[修订]图片1](https://www.ztuzx.com/wp-content/uploads/2023/06/1685912449553_1.jpg)
性阻碍铸件收缩另外铸件凝固不均匀也是产生裂纹的重要原因如果能使铸件变形在较高的温度下进行这时合金的塑性足够大裂纹将不会产生所以确定温度规范时应尽量使合金由塑性转变到弹性状态的过程中铸件各部分的温差减到最小并且尽量减小在合金结晶期间浇注的合金和金属型型壁之间的温度差这就要求铸型温度较高而浇注温度较低三金属型工作温度金属型在喷涂料及浇注之前要均匀地加热到工作温度或接近工作温度并且在工作过程中要保持选定的温度范围这样才能得到内部质量和外形尺寸稳定的铸件确定金属型的工作温度时选择过高或过低的温度都会带来一些不良后果金属型温度过低时会出现下列缺点浇入型腔的液态金属会迅速降低流动性使铸件容易产生冷隔浇不足裂纹气孔和轮廓不清晰等缺陷型腔表面受到液态金属的强烈加热型壁内外温差大金属型容易开裂损坏冷的金属型上往往凝结有水汽浇入液态金属时会引起喷溅或爆炸有些会破坏顺序凝固的条件这时单靠涂料调整是不行的金属型温度过高时会出现下列缺点铸件结晶组织变粗对于有色合金还容易产生针孔和缩松延长铸件冷却时间降低生产率金属型温度过高时强度和刚度低容易产生扭曲变形导致过早损坏同时也容易和浇注合金发生熔焊现象金属型工作温度取决于浇注合金的种类和牌号铸件的结构形状尺寸大小和壁厚同时也和合金的浇注温度有关具体的金属型工作温度可参照相关铸造手册华为质量管理手册 下载团建手册下载焊接手册下载团建手册下载典管手册下载四合金的浇注温度金属型铸造时合金的浇注温度受下列因素的影响铸件结构形状
![金属型涂料[修订]图片2](https://www.ztuzx.com/wp-content/uploads/2023/06/1685912449553_2.jpg)
复杂壁薄的大铸件浇注温度应高些形状简单的厚壁铸件或有较大砂芯的铸件浇注温度应低些铸型温度金属型工作温度愈低则浇注温度应愈高为了完好地充填铸件的薄断面提高合金浇注温度比提高铸型温度有更好的效果浇注速度浇注速度快时液态金属在铸型内流动过程中热量损失少流动性的降低也就少因而浇注温度可低些若由于铸件结构的要求需缓慢浇注时则应将浇注温度提高浇注系统采用顶注式浇注系统时应该用较低的浇注温度采用底注式浇注系统时应该用较高的浇注温度以便合金在温度相当高时到达顶部和冒口中五合金的种类和牌号不同浇注温度也不同物浇注过程中金属型的热平稳性金属型铸造时生产量一般都很大要求同一金属型成形的铸件质量应该一致为此要求金属型的工艺规范保持稳定浇注温度可以由保温炉控制因此金属型的工作温度就成了影响热规范稳定性的主要因素在一个浇注周期中要想让金属型温度始终保持不变是不可能的但要求在每次浇注时金属型温度能稳定在所选择的温度范围内在生产过程中从升温到降温保持金属型的热平衡规律不变才能保证铸造出来的铸件内外部质量稳定金属型热平衡的概念在设计金属型时应予以足够的重视在复杂的金属型铸造中有时会因砂芯组合时间过长使铸型不能维持必要的温度或者因型壁太厚或太薄而影响热平衡降低铸件质量金属型良好的热平衡对保证批生产中铸件冶金质量的稳定具有十分重要的意义小铸件因浇注周期短容易调整热平衡计算热平衡的价值不大但利用金属型成形大金属型铸造涂料作用
![金属型涂料[修订]图片3](https://www.ztuzx.com/wp-content/uploads/2023/06/1685912449553_3.jpg) 金属型铸造涂料作用涂料品牌网
金属型铸造涂料作用涂料品牌网
中型铸件时热平衡计算的意义较大可为设计金属型壁厚提供一定的依据同时可确定是否需要设置加热或冷却环节具体的计算方法可参考有关资料二金属型结构金属型的结构形式很多根据其分型面数分型面方向和铸型型体的运动方式等特征将金属型作如图212所示的分类金属型的结构很复杂它是由具有不同作用的许多部分组成最典型的金属型的组成部分及作用如后型体内有形成铸件的型腔底板用来支承型体有时也有部分型腔型芯包括金属芯砂芯和壳芯导向装置使金属型各部分移动时位置正确不发生斜歪当金属型安装在浇注机上时金属型本身不设导向装置定位装置使金属型各部分相对位置准确锁紧装置使金属型型体各部分互相紧固通气装置加热和冷却装置顶杆将铸件从型腔中顶出操作机构有时为金属型的一部分有时为金属型浇注机的一部分包括开合型和抽芯机构固定装置将型体固定在底板上或浇注机上搬运装置螺纹吊环金属型结构形式的确定取决于铸件的形状大小和浇注位置分型面的方向和数目浇注系统和冒口的形式型芯的种类和数量铸造合金种类铸型中铸件的数量生产批量的大小和采用的机械化程度三铸件常见缺陷及防止方法金属型铸件的常见缺陷有气孔缩孔及缩松渣孔针孔裂纹冷隔等产生这些缺陷的原因大体上包括金属型预热温度太低排气设计不良涂料本身排气性不佳金属液处理不符合要求金属型设计存在结构或工艺方面的问题开模时间或者浇注温度掌握不准确等应根据出现的铸件缺陷对症下药有针对性地解决问题
 微信扫一扫打赏
微信扫一扫打赏